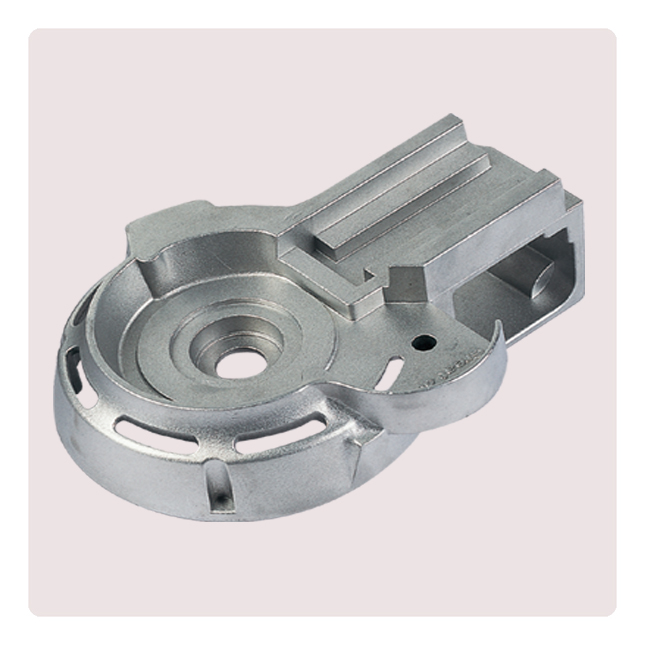
Aluminum & Zinc Castings





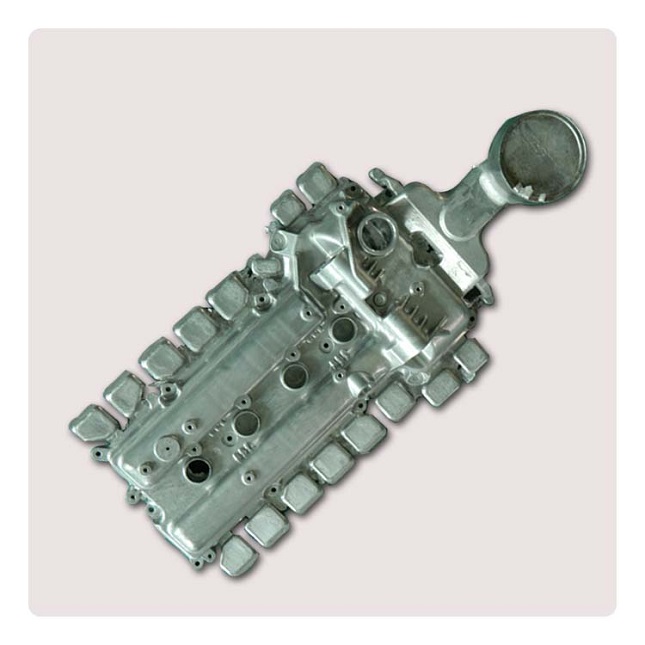
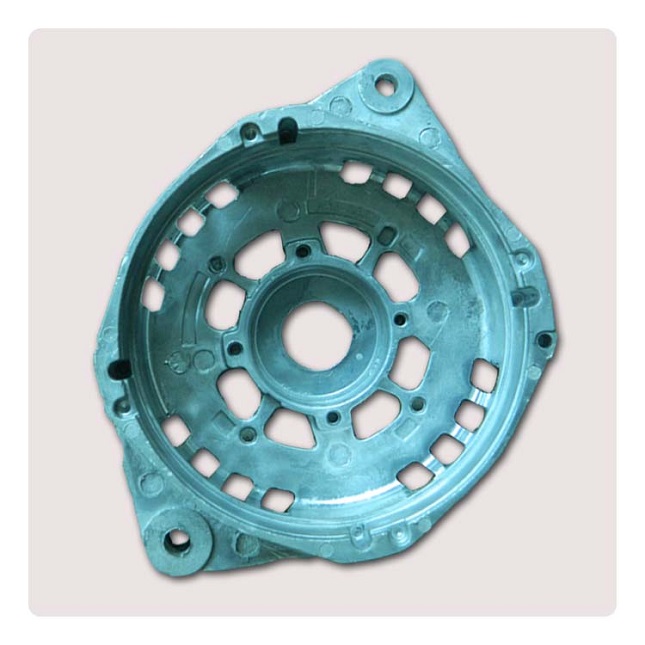


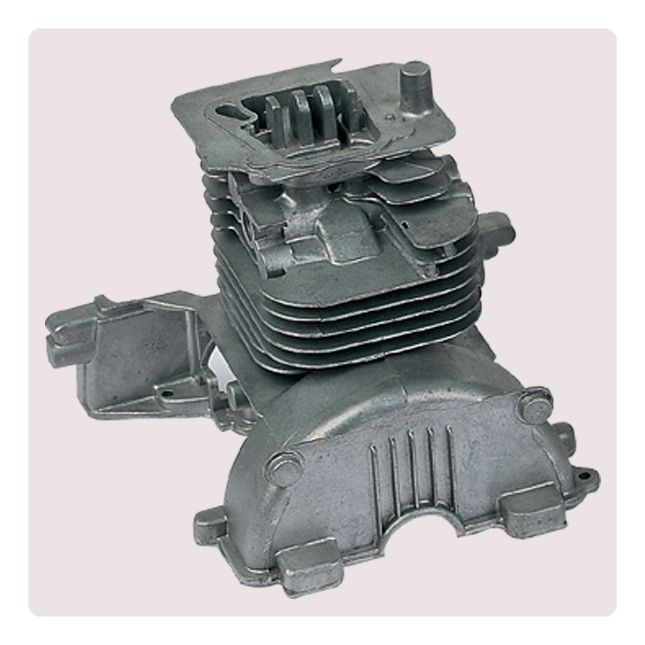


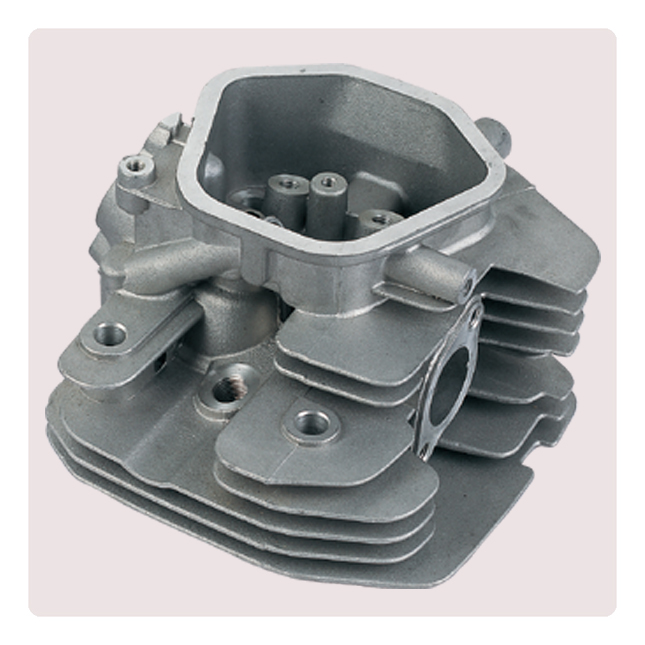





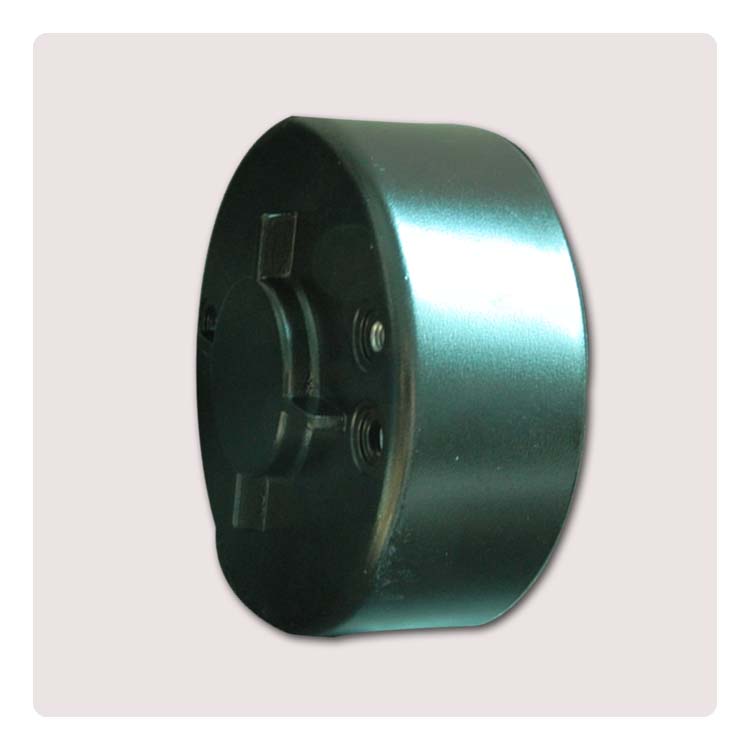















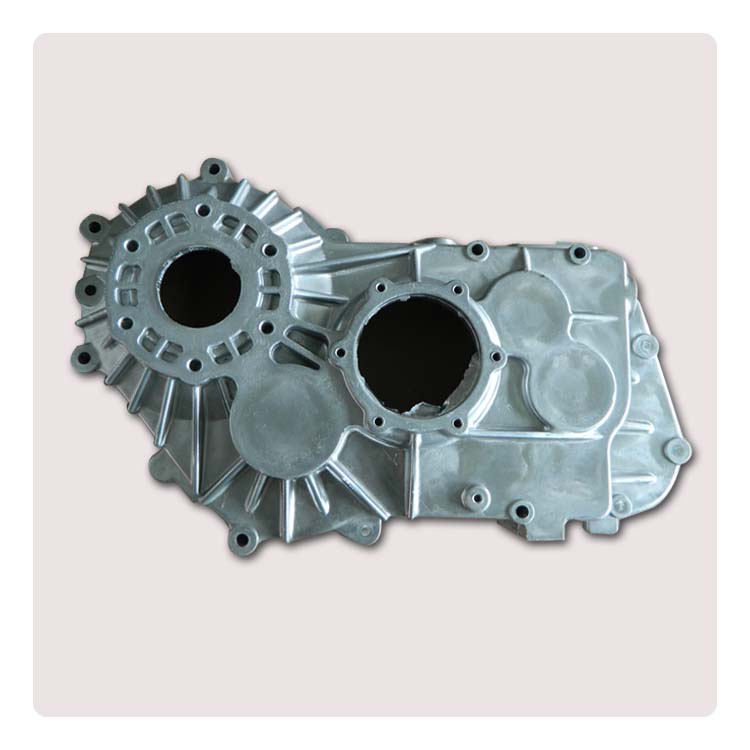






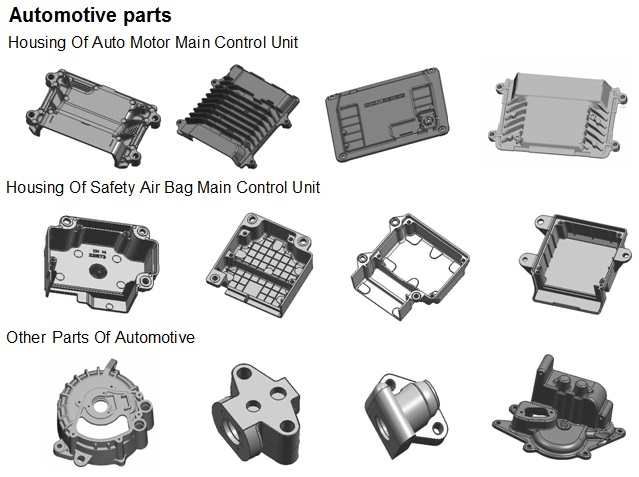
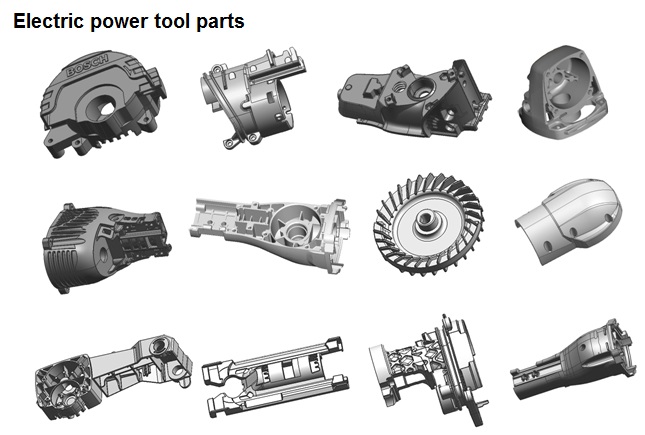
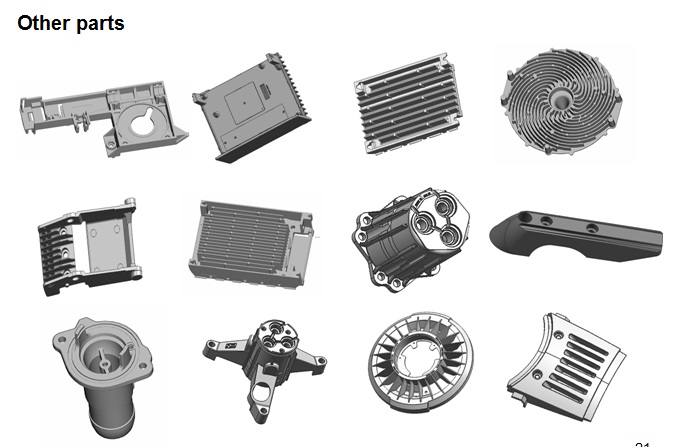


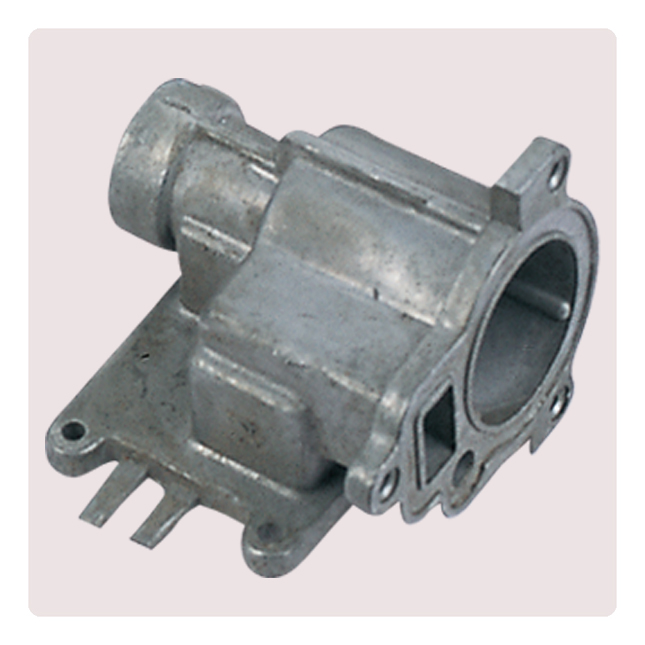



















Die casting
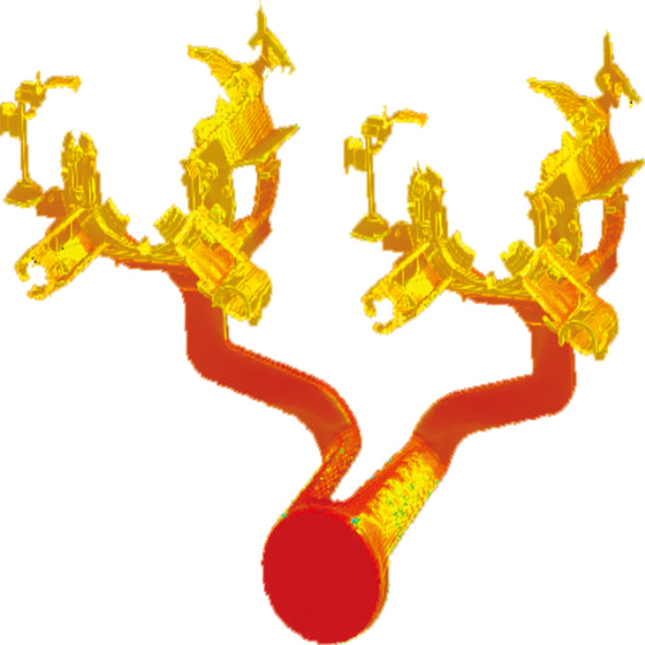
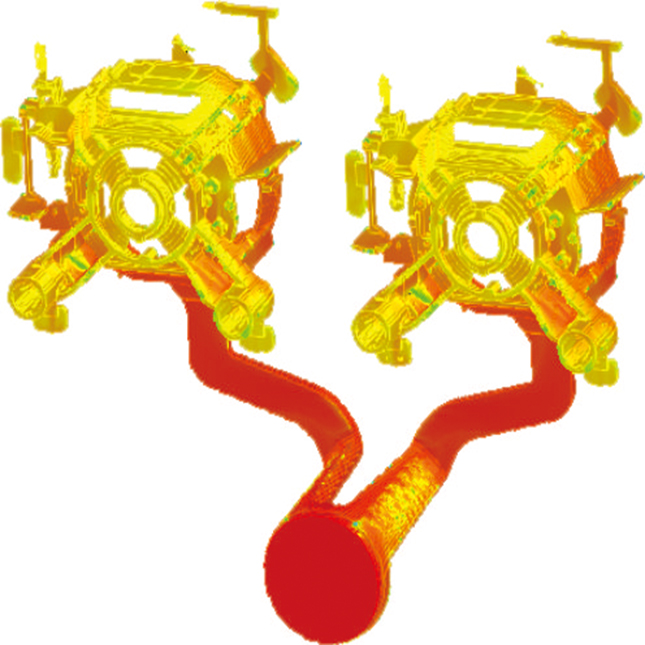
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminum, magnesium, lead, pewter and tin based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
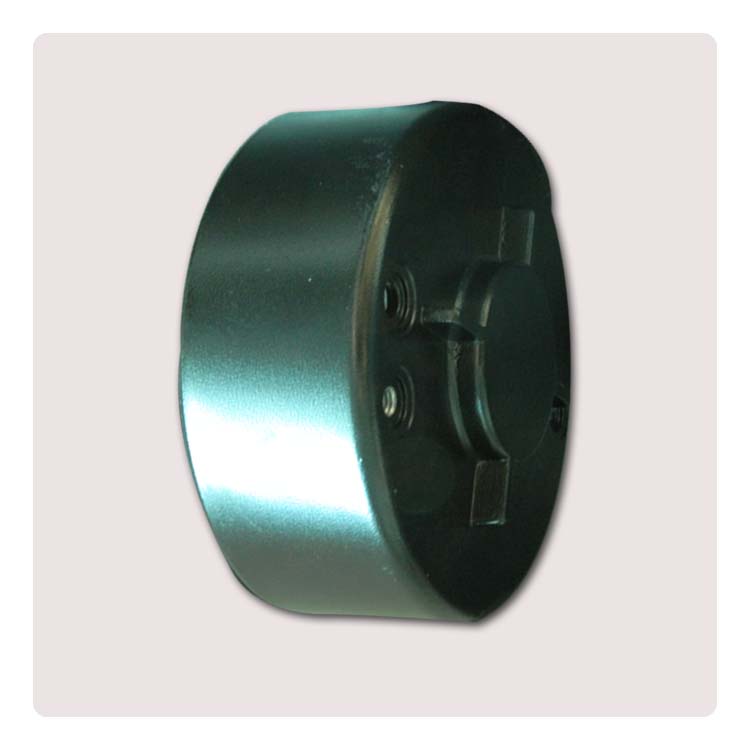
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small to medium-sized castings, which is why die casting produces more castings than any other casting process. Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.
Two variants are pore-free die casting, which is used to eliminate gas porosity defects; and direct injection die casting, which is used with zinc castings to reduce scrap and increase yield.
Cast metals
The main die casting alloys are: zinc, aluminum, magnesium, copper, lead, and tin; although uncommon, ferrous die casting is also possible. Specific die casting alloys include: Zamak; zinc aluminum; aluminum to, e.g. The Aluminum Association (AA) standards: AA 380, AA 384, AA 386, AA 390; and AZ91D magnesium. The following is a summary of the advantages of each alloy:
Zinc: the easiest metal to cast; high ductility; high impact strength; easily plated; economical for small parts; promotes long die life.
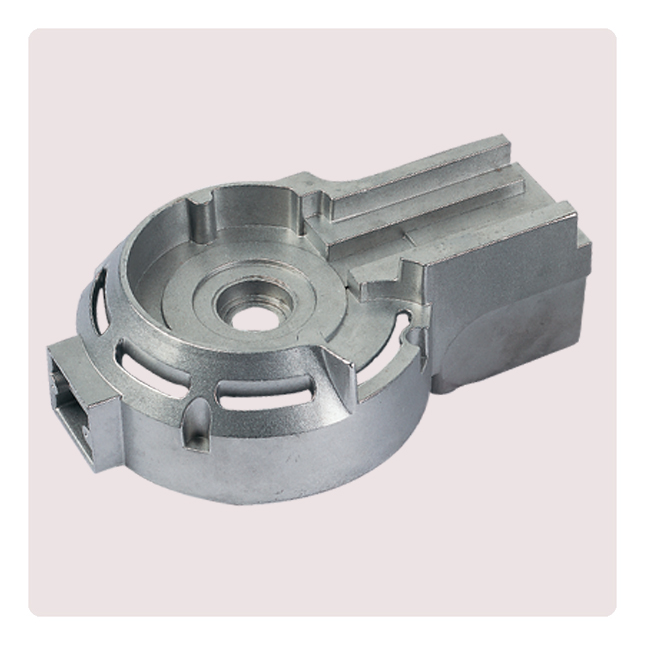
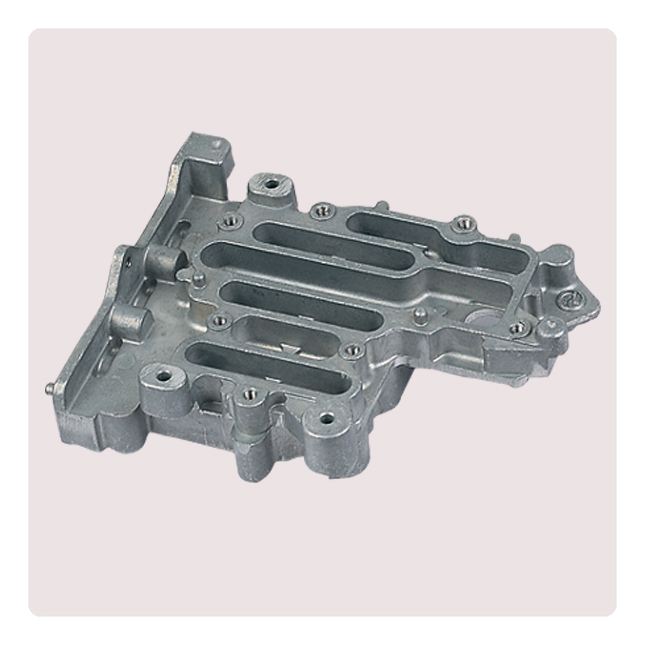
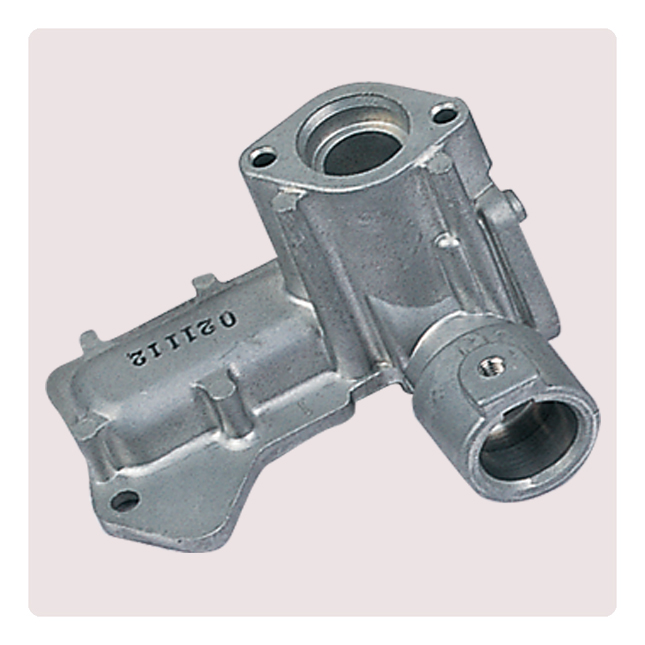
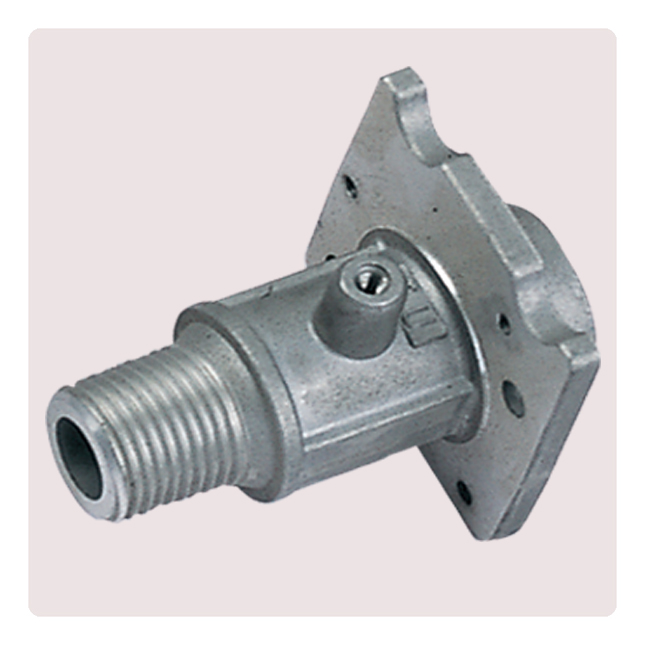
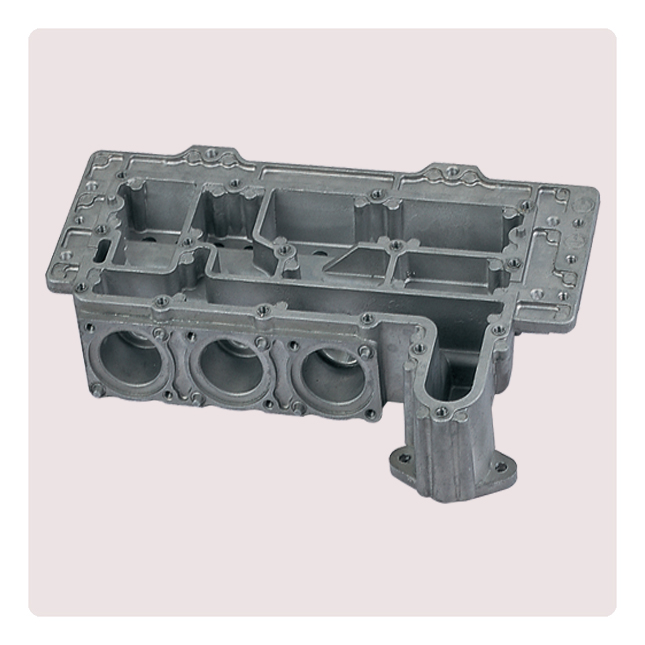
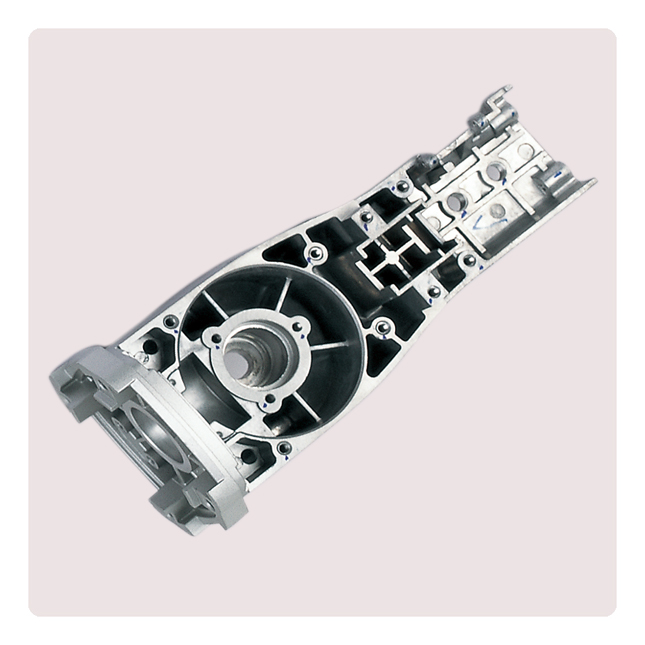
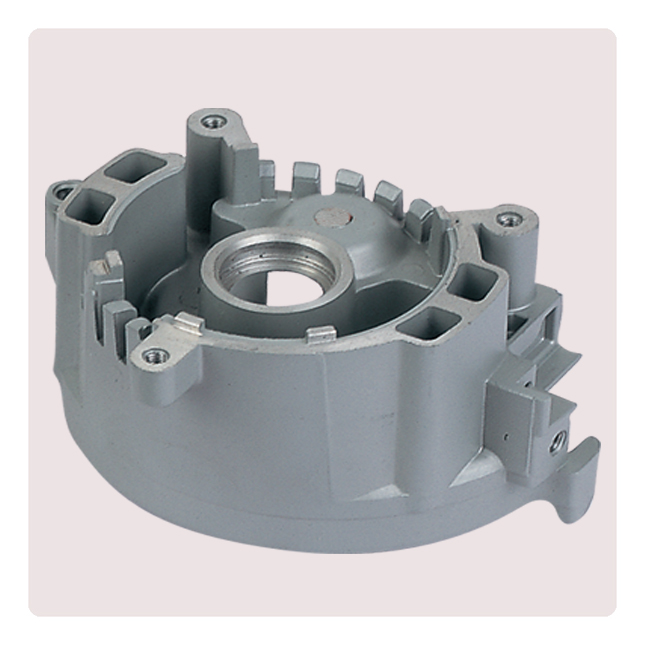
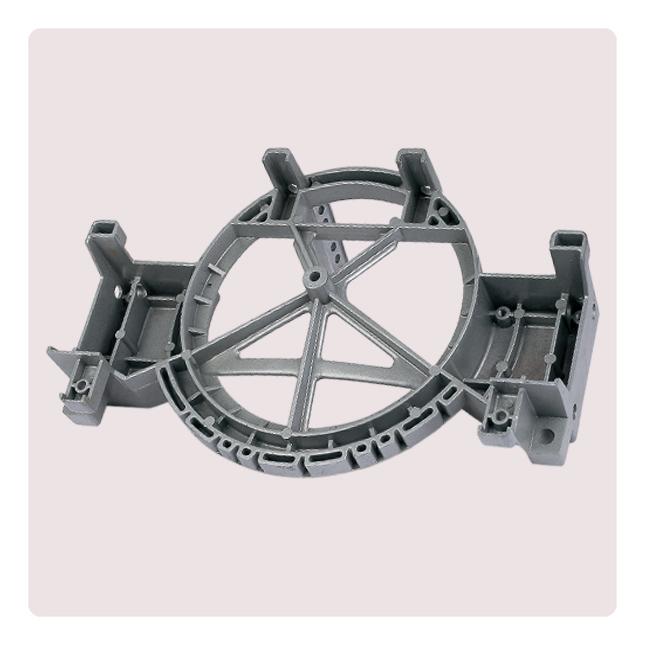
Aluminum: lightweight; high dimensional stability for complex shapes and thin walls; good corrosion resistance; good mechanical properties; high thermal and electrical conductivity; retains strength at high temperatures.
The material used defines the minimum section thickness and minimum draft required for a casting as outlined in the table below. The thickest section should be less than 13 mm (0.5 in), but can be greater.
| Metal | Minimum section | Minimum draft |
| Aluminum alloys | 0.89 mm (0.035 in) | 1:100 (0.6°) |
| Brass and bronze | 1.27 mm (0.050 in) | 1:80 (0.7°) |
| Magnesium alloys | 1.27 mm (0.050 in) | 1:100 (0.6°) |
| Zinc alloys | 0.63 mm (0.025 in) | 1:200 (0.3°) |
Advantages and disadvantages
Advantages of die casting:
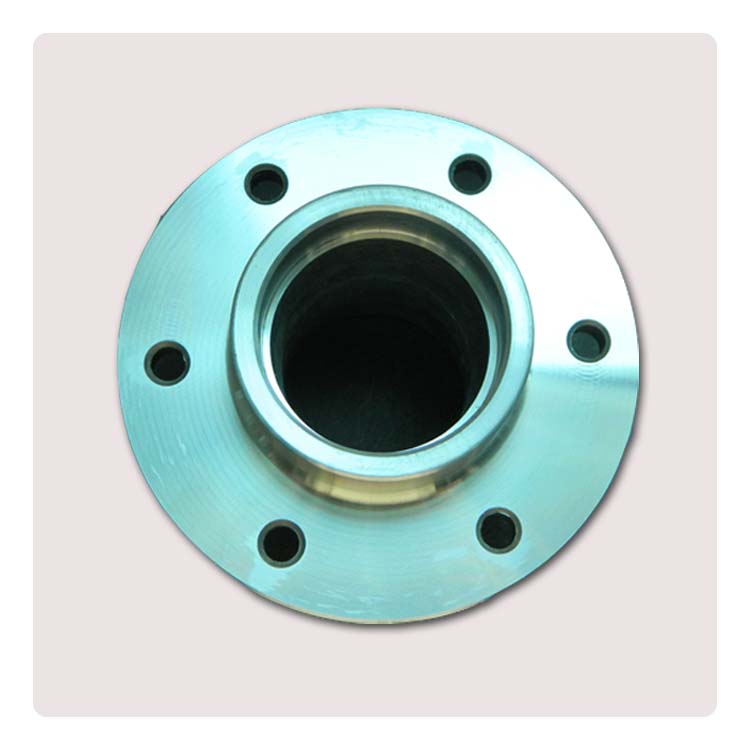
Excellent dimensional accuracy (dependent on casting material, but typically 0.1 mm for the first 2.5 cm (0.005 inch for the first inch) and 0.02 mm for each additional centimeter (0.002 inch for each additional inch).
Smooth cast surfaces (Ra 1–2.5 micrometers or 0.04–0.10 thou rms).
Thinner walls can be cast as compared to sand and permanent mold casting (approximately 0.75 mm or 0.030 in).
Inserts can be cast-in (such as threaded inserts, heating elements, and high strength bearing surfaces).
Reduces or eliminates secondary machining operations.
Rapid production rates.
Casting tensile strength as high as 415 mega pascals (60 ksi).
Casting of low fluidity metals.
Disadvantages of die casting:
The main disadvantage to die casting is the very high capital cost. Both the casting equipment required and the dies and related components are very costly, as compared to most other casting processes. Therefore, to make die casting an economic process, a large production volume is needed. Other disadvantages are that the process is limited to high-fluidity metals, and casting weights must be between 30 grams (1 oz) and 10 kg (20 lb). In the standard die casting process the final casting will have a small amount of porosity. This prevents any heat treating or welding, because the heat causes the gas in the pores to expand, which causes micro-cracks inside the part and exfoliation of the surface. Thus a related disadvantage of die casting is that it is only for parts in which softness is acceptable. Parts needing hardening (through hardening or case hardening) and tempering are not cast in dies.
● Why Choose Us For Your Die Casting Needs?
● Smart Part Engineering = Better Part Designs – We provide innovative tooling designs engineered for cost-effective manufacturing to maximize performance and casting quality while minimizing the need for secondary operations! Take advantage of our Engineering Design Review Process to optimize your new and existing parts…at NO COST to You!
● Lower Tooling Costs – We offer ‘Insert Only’ tooling strategy to reduce die casting mold costs, permit quicker die set-ups, increased efficiency, lower part costs…and an overall COST SAVINGS opportunity for you!
● Lower Part Costs – We utilize both automatic and manually fed machines, automatic ladlers, robotic die sprayers and complete cell manufacturing to maximize casting integrity and reduce part costs. We also capitalize on new state-of-the-art technologies to insure you. Stay Ahead of Your Competition!
Contact us today for more details!



